



联系我们

JTP-1.6x1.2全国走货
更新时间:2024-12-27 18:05:07 浏览次数:1 公司名称:鹤壁 万丰矿山机械制造有限公司
| 最小起订 | 1 |
|---|---|
| 是否厂家 | 是 |
| 产品品牌 | 万丰 |
| 产品规格 | 1.0/1.2/1.6 |
| 发货城市 | 鹤壁 |
| 产品产地 | 鹤壁 |
| 加工定制 | 是 |
| 产品型号 | JTP/2JTP |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 适用领域 | 煤矿、金属矿 |
| 是否进口 | 否 |
| 质量认证 | ISO9001 |
| JTP1.0-JTP1.6卷筒个数 | 1 |
| 2JTP1.2-2JTP1.6卷筒个数 | 2 |
| JTP1.0规格型号 | JTP-1.0×0.8、JTP-1.0×1.0 |
| JTP1.2规格型号 | JTP-1.2×1.0、JTP-1.2×1.2 |
| JTP1.6规格型号 | JTP-1.6×1.2、JTP-1.6×1.5 |
| 2JTP1.2规格型号 | 2JTP-1.2×0.8、2JTP-1.2×1.0 |
| 2JTP1.6规格型号 | 2JTP-1.6×0.9、2JTP-1.6×1.2 |


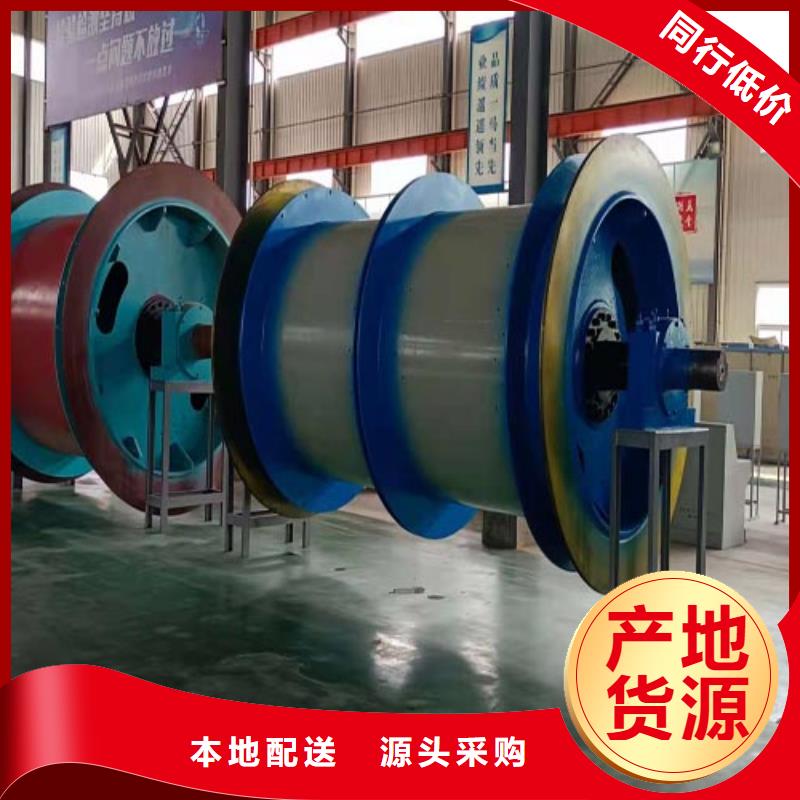



泉州JTP-1.6x1.2全国走货
矿井机、矿用绞车、绞车、JTP绞车是矿山生产的主要设备之一,因此可以说矿井机运行性能的好坏将直接关系着整个煤矿的产量。而在矿井机中,调速系统作为运行性能关键所在,在矿井机中系统中占有重要的位置。调速系统的功能如下:矿井机的调速系统具有可靠的速度给定装置。在矿井机的工艺中,电气传动系统的速度应该保持平稳的状态,不能过大,而调速系统就可以使电气传动系统的速度进行平稳的运行。矿井机的调速系统有着完善的故障监控装置。在矿井机中对于电控系统的要求较高,而电控系统一旦出现故障将直接影响生产,甚至是未及人员的生命。而电控系统的可靠性就必须出现了,它的质量好,以此故障发生率低,而且在故障发生后能够根据故障的性质进行及时的保护,并能对故障的内容进行记忆以及显示,从而可以迅速的对故障进行排出。
 JTP矿用绞车的容器要有哪些装置容器是装载煤炭、矸石、人员、材料和设备的器具。是JTP绞车正常工作必备的设备之一,煤矿使用的容器主要有箕斗、罐笼、吊桶和矿车等。箕斗有立井用箕斗与斜巷用箕斗,是煤矿专用提煤容器。吊桶主要用于建井期间开凿井筒时运载货物。罐笼有普通罐笼和翻转罐笼,罐笼可升降人员,罐笼与矿车组合可装运货物。JTP绞车的容器要有的装置有下面几个:一、防坠器防坠器又称断绳保险器,为了保证人员的,《煤矿规程》规定,升降人员或升降人员和物料的单绳罐笼必须装设可靠的防坠器。当发生断绳等坠落事故时,防坠器能立即将容器卡在罐道上而不坠落。新安装或大修的防坠器,必须进行脱钩试验,合格后方可使用。使用中的防坠器,每半年进行一次不脱钩检查试验,每年进行一次脱钩试验。二、连接装置连接装置是指钢丝绳与容器之间的连接器具,它在中起重要作用,连接装置不符合要求,将会造成事故。连接装置有桃形连接装置或楔形连接装置两种。现在主要采用楔形连接装置。楔形连接装置是把钢丝绳一端穿过楔子竖直边后,绕过缓平边,绳头用夹板夹紧,受力后,夹在夹铁和楔块之间的钢丝绳被死死咬住,连接非常牢固。三、井口门在使用罐笼的立井、井口及各水平的井底车场内靠近井筒处,必须设置防止人员、矿车及其它物件坠落到井下的门。井口门必须在信号系统内设置闭锁装置,如无闭锁,有时没有将门关闭,将会发生人员矿车坠井或井底罐笼压人事故。四、罐门和罐帘《煤矿规程》第380条规定:立井中升降人员,应使用罐笼或带乘人间的箕斗。在过程中,为防止矿车跑出罐笼和人员掉入井筒,除要求罐笼内装设阻车器外,还要求罐笼进出口两头装设罐门或罐帘,高度不得小于1.2米,罐门或罐帘下部边缘至罐底的距离不得超过0.25米,罐帘横杆的间距,不得大于0.2米,罐门不得向外开。人员乘罐时必须听从井口把钩工指挥,严格遵守乘罐制度,罐笼内每层每次乘罐人数应明确规定并公布于井口,乘罐人数不得超过规定。乘罐人员要按先后次序进罐,不得争先恐后。人员进罐后罐门或罐帘未关好不得发开车信号。开车信号发出后严禁人员再进出罐笼。使用罐笼的立井,井口、井底和中间运输巷的门必须与罐位和信号联锁,罐笼未到位,门打不开,门未关闭,发不出开车信号。《煤矿规程》第384条规定:升降人员时,严禁使用罐座。上述措施十分重要,忽视它会招来重大事故。
万丰矿山机械制造有限公司
矿用绞车、绞车、JTP绞车安装与运行保养JTP变频绞车的运行需要做好准备工作,绞车种类繁多,包括绞车、绞车、防爆绞车,本次为您带来的就是JTP变频绞车顺利工作的使用注意事项。JTP变频绞车的安装相关步骤:装配前须熟悉绞车各部分的构造,防止错装、漏装。装配时应注意下列事项:所有零件均需擦洗干净,严防铁屑等脏物带入,所有滚动轴承应在油槽中加热后(不超过100℃)进行套装,不得硬打、硬砸;在装配过程中,对各运转零件及滚动轴承应随时涂注润滑油。装配顺序:可先按部件组装成体,即:(1)卷筒组件;(2)高速传动付部件;(3)低速传动付部件;(4)刹车装置部件;(5)底座、电机、电机支架、轴承架。组装:先将130滚珠轴承(6)装入卷筒内腔幅板内,然后将筒卷翻身倒置(有刹车盘一面朝上),装高速传动付部件,旋上8个螺钉(7)使与卷筒固牢,再装轴承套用螺钉旋紧,再将卷筒颠倒位置(使刹车盘一面朝下),装低速传动付部件,装端盖、油封,用螺钉8个旋紧装制动轮(8)吊起装刹车部件、轴承支架、电动机、电机支架于底座上,用螺栓固牢。拆卸基本上与装配顺序相反。绞车的拆卸应在机修厂或车间进行。拆卸时要细心,不要损坏零件。JTP变频绞车保养相关JTP变频绞车投入生产后,做好维护保养及检修工作是保证机器正常运转及生产的重要条件,亦是提高绞车寿命的重要措施。司机、维修工人、机修单位必须密切配合,协同做好维修工作。司机必须每日对绞车各部分认真保养,下班时脏物,工作前先进行检查或开空车试转,注意润滑状况是否良好。添加润滑油时不得使用脏的、不合格的润滑油,并经常注意温升是否正常。JTP变频绞车出现故障现象时,不得勉强继续工作,应通知并协助维修工人故障。检修工人必须定期对绞车作检查,并作好检修记录,防止故障及事故发生。如果绞车长期搁置不用,应采取适当措施加以保护以防锈蚀或损坏。
JTP矿用绞车的容器要有哪些装置容器是装载煤炭、矸石、人员、材料和设备的器具。是JTP绞车正常工作必备的设备之一,煤矿使用的容器主要有箕斗、罐笼、吊桶和矿车等。箕斗有立井用箕斗与斜巷用箕斗,是煤矿专用提煤容器。吊桶主要用于建井期间开凿井筒时运载货物。罐笼有普通罐笼和翻转罐笼,罐笼可升降人员,罐笼与矿车组合可装运货物。JTP绞车的容器要有的装置有下面几个:一、防坠器防坠器又称断绳保险器,为了保证人员的,《煤矿规程》规定,升降人员或升降人员和物料的单绳罐笼必须装设可靠的防坠器。当发生断绳等坠落事故时,防坠器能立即将容器卡在罐道上而不坠落。新安装或大修的防坠器,必须进行脱钩试验,合格后方可使用。使用中的防坠器,每半年进行一次不脱钩检查试验,每年进行一次脱钩试验。二、连接装置连接装置是指钢丝绳与容器之间的连接器具,它在中起重要作用,连接装置不符合要求,将会造成事故。连接装置有桃形连接装置或楔形连接装置两种。现在主要采用楔形连接装置。楔形连接装置是把钢丝绳一端穿过楔子竖直边后,绕过缓平边,绳头用夹板夹紧,受力后,夹在夹铁和楔块之间的钢丝绳被死死咬住,连接非常牢固。三、井口门在使用罐笼的立井、井口及各水平的井底车场内靠近井筒处,必须设置防止人员、矿车及其它物件坠落到井下的门。井口门必须在信号系统内设置闭锁装置,如无闭锁,有时没有将门关闭,将会发生人员矿车坠井或井底罐笼压人事故。四、罐门和罐帘《煤矿规程》第380条规定:立井中升降人员,应使用罐笼或带乘人间的箕斗。在过程中,为防止矿车跑出罐笼和人员掉入井筒,除要求罐笼内装设阻车器外,还要求罐笼进出口两头装设罐门或罐帘,高度不得小于1.2米,罐门或罐帘下部边缘至罐底的距离不得超过0.25米,罐帘横杆的间距,不得大于0.2米,罐门不得向外开。人员乘罐时必须听从井口把钩工指挥,严格遵守乘罐制度,罐笼内每层每次乘罐人数应明确规定并公布于井口,乘罐人数不得超过规定。乘罐人员要按先后次序进罐,不得争先恐后。人员进罐后罐门或罐帘未关好不得发开车信号。开车信号发出后严禁人员再进出罐笼。使用罐笼的立井,井口、井底和中间运输巷的门必须与罐位和信号联锁,罐笼未到位,门打不开,门未关闭,发不出开车信号。《煤矿规程》第384条规定:升降人员时,严禁使用罐座。上述措施十分重要,忽视它会招来重大事故。
万丰矿山机械制造有限公司
矿用绞车、绞车、JTP绞车安装与运行保养JTP变频绞车的运行需要做好准备工作,绞车种类繁多,包括绞车、绞车、防爆绞车,本次为您带来的就是JTP变频绞车顺利工作的使用注意事项。JTP变频绞车的安装相关步骤:装配前须熟悉绞车各部分的构造,防止错装、漏装。装配时应注意下列事项:所有零件均需擦洗干净,严防铁屑等脏物带入,所有滚动轴承应在油槽中加热后(不超过100℃)进行套装,不得硬打、硬砸;在装配过程中,对各运转零件及滚动轴承应随时涂注润滑油。装配顺序:可先按部件组装成体,即:(1)卷筒组件;(2)高速传动付部件;(3)低速传动付部件;(4)刹车装置部件;(5)底座、电机、电机支架、轴承架。组装:先将130滚珠轴承(6)装入卷筒内腔幅板内,然后将筒卷翻身倒置(有刹车盘一面朝上),装高速传动付部件,旋上8个螺钉(7)使与卷筒固牢,再装轴承套用螺钉旋紧,再将卷筒颠倒位置(使刹车盘一面朝下),装低速传动付部件,装端盖、油封,用螺钉8个旋紧装制动轮(8)吊起装刹车部件、轴承支架、电动机、电机支架于底座上,用螺栓固牢。拆卸基本上与装配顺序相反。绞车的拆卸应在机修厂或车间进行。拆卸时要细心,不要损坏零件。JTP变频绞车保养相关JTP变频绞车投入生产后,做好维护保养及检修工作是保证机器正常运转及生产的重要条件,亦是提高绞车寿命的重要措施。司机、维修工人、机修单位必须密切配合,协同做好维修工作。司机必须每日对绞车各部分认真保养,下班时脏物,工作前先进行检查或开空车试转,注意润滑状况是否良好。添加润滑油时不得使用脏的、不合格的润滑油,并经常注意温升是否正常。JTP变频绞车出现故障现象时,不得勉强继续工作,应通知并协助维修工人故障。检修工人必须定期对绞车作检查,并作好检修记录,防止故障及事故发生。如果绞车长期搁置不用,应采取适当措施加以保护以防锈蚀或损坏。